



")


3D Yazıcı Bakım Kılavuzu
3D Yazıcı Bakımı Nasıl Yapılır?
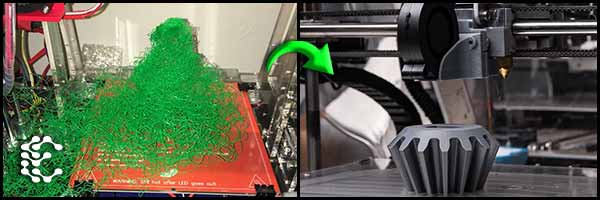
Yazıcınız çok güzel baskılar alırken birden bire kötü baskılar almaya başladı! Çünkü 3d yazıcılar, ilk aldığınızda harika işler ortaya çıkarır ve uygun şekilde bakımını yapmazsanız baskı kaliteniz gün geçtikçe düşer. Bu makalede, harika baskılar almaya devam edebilmenizi sağlamak için yazıcınızın bakımını nasıl yapacağınızı açıklayacağım. Tüm 3D yazıcılar, sağlıklı yazdırmaya devam etmek için bir miktar rutin bakım gerektirir.
Uzmanlar, 3D yazıcınızın rutin bakımını yaklaşık 1500 saatte bir veya iki ayda bir yapmanız gerektiğini söylüyor. Bu doğrudur, ancak her baskıdan önce ve sonra da bakım yapmalısınız.
Yazıcınızın Bakımını Yapmak İçin Gereken Araçlar/Öğeler
- PTFE’li Sentetik Yağ (Yüksek Viskozite) veya Makina yağı
- Küçük Tel Fırça
- İyi bir altıgen tornavida ve altıgen anahtar takımı (Alyan)
- El feneri veya ona benzer ışık kaynağı.
- Kargaburun
- Spatula (baskılarınızı çıkarmak için)
- Mavi ressamlar Bant veya Kapton Bant (baskı yatağınız için)
- Yapıştırıcı
- Saç Spreyi (cam yatak yapıştırıcısı).
- Nozzle çıkarmak için anahtarlar
- Denatüre Alkol (ispirto vb.)
- Aseton
Bu listedeki bazı ürünlere ihtiyacınız olmayabilir. Mesela baskının tablaya yapışmasını sağlamak için saç spreyi, mavi bant vb. gibi ürünleri kullanmıyor olabilirsiniz. Kırmızı renkle vurguladıklarım, mutlaka olması gerekenlerdir.
1. 3D Yazıcınızı Yağlayın
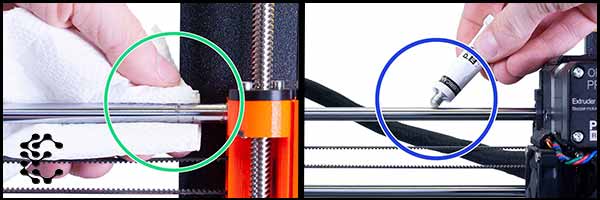
Bir 3D yazıcı çok sayıda hareketli metal parçadan oluştuğu için duraklamalara neden olabilir. Böyle bir durumla karşılaşmamak için 3D yazıcıyı yağlamanız gerekmektedir.
Eğer edinebilirseniz “PTFE’li Sentetik Yağ(Yüksek Viskozite)” kullanmanızı öneririm. PTFE (TeFLON olarak da bilinen Politetrafloroetilen) yağlayıcılar, X, Y veya Z ekseni için vidalı mil gibi 3D yazıcı parçaları için ideal yağlayıcıdır. PTFE yağlayıcılar yağ, gres ve solvent (kuru) bazlarda mevcuttur. Özel gereksinimlere bağlı olarak, yukarıdaki 3 form yağlayıcılardan herhangi biri veya tümü kullanılabilir. Ancak, mümkün olduğunda yağlarla gidin. PTFE, mevcut tüm yağlayıcılar arasında en düşük sürtünme katsayılarından birine sahiptir ve hem metal üzeri plastik hem de metal üzeri metal kontaklar için uygundur. Sürtünme katsayıları, bir bileşiğin yüzey sürtünmesinin ne kadar yüksek veya düşük olduğunun bir ölçüsüdür.
Genellikle PTFE içeren başka bir yağlayıcı türü, Lityum Gres yağlayıcıdır. Beyaz lityum gres olarak adlandırılan lityum gres, 3D yazıcı çubuklarına ve kılavuz raylarına yaygın olarak uygulanan başka bir yağlayıcıdır. Genellikle lityum sabunu ve diğer bazı yağ ve katkı maddeleri karışımı ile yapılır.
Yukarıda bahsettiğimiz yağlardan edinemiyorsanız ,makina yağından(dikiş makinası yağı) yararlanabilirsiniz. Tek yapmanız gereken , yazıcının raylarına ve çubuklarına bir veya iki damla koymak. Makina yağının yanı sıra diğer yağlayıcıları da kullanabilirsiniz. Ancak, bunların plastikle kullanımının güvenli olduğundan emin olmanız gerekir. Toz ve kiri çekecek şekilde yapışacağından çok fazla yağlama yağı kullanmayın.
2. Yapı Plakası(Heatbed) Temiz Tutulmalıdır

Bir 3D yazıcıdan baskı alırken, baskıların tabladan kalkmasını önlemek için baskı tablasına yapıştırıcı süreceksiniz. Yapıştırıcı nedeniyle, baskı plakasına bazı yabancı parçacıkların veya erimiş plastiklerin yapışması olasılığı vardır. Bu nedenle baskı aldıktan sonra baskı tablasını temizlemeniz önerilir. Plaka temizlenmezse, hatalı baskılara neden olur. Yapıştırıcı, bant vb. gibi malzemeler kullanmıyorsanız ve direk baskı yüzeyine çıktı alıyorsanız yine aynı şekilde yüzeyin temiz olması önemlidir. Baskı tablası temiz bir bez kullanılarak ve ılık suya batırılarak temizlenebilir.
Eğer yüzeyde pütürler vb. gibi şeyler varsa alkol veya aseton kullanılarak da temizlenebilir.
NOT: Kullandığınız baskı yüzeyi özel bir materyaldan üretilmiş olabilir. Bazı yüzeyler farklı bileşenlerle kaplanır. Aseton/Alkol kullanımı yüzeyin yapısına zarar verebilir. Aseton ve alkol kullanmadan önce baskı yüzeyinin özelliklerini bilmeni iyi olacaktır.
3. Ekstrüderi Temiz Tutun
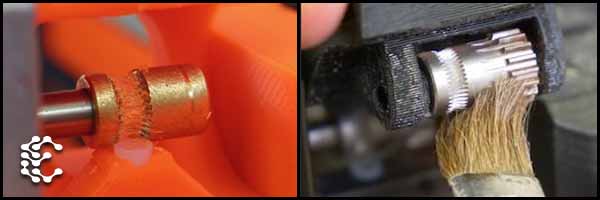
Filament, Ekstrüderin soğuk ucunda ekstrüzyon için silindirlerden ve dişlilerden geçer. Ekstrüzyon veya plastik deformasyon sırasında silindirler ve dişliler üzerindeki malzemeden aşınacak bazı parçacıklar vardır. Bu malzemeler ona yapışacaktır. Bu, ekstrüzyonları uygunsuz hale getirecek silindirlerin ve dişlilerin geometrisini değiştirecektir. Silindirleri ve dişlileri temizlemek için ekstrüderin sorunsuz çalışmasını ve kaliteli çıktılar almasını sağlayacak bir diş fırçası kullanabilirsiniz.
Fakat farklı durumlarda temizleseniz bile çoktan deforme olmuş olabilir. Kontrol edin ve deforme olmuş ise itici dişliyi yenisiyle değiştirin.
4. Kasnak Vidalarını Sıkın / Milleri Kontrol edin.

3D yazıcıda kasnaklar X ve Y eksenlerinde bulunur. Bazı yazıcılarda Z eksenlerinde de mevcuttur. Bu eksenler sürekli bir harekete sahip olduğundan, kasnak vidalarını gevşetecek titreşimlere neden olacaktır. Bu, kaliteyi engelleyecek yanlış hizalanmış bir sistemle sonuçlanacaktır. Bu nedenle kasnak vidalarını alyan anahtarları yardımıyla sıkmanız önerilir.
Bunların dışında Z ekseni için kaplin kullanıyorsanız aynı şekilde vidalarını kontrol ederek sıkı hale getirmelisiniz. Aksi taktirde motor hareketini vidalı mile iletemez.
Milleri kontrol edin. Çizikler/oyuklar: Her mili iki/üç parmak arasına alın ve parmakları milin etrafında döndürürken milin bir ucundan diğerine yavaşça hareket ettirin. Herhangi bir çizik fark ederseniz, tırnağınızla doğrulayın. Çok derin çizik vb. oyuklar varsa değiştirmelisiniz.
5. Nozzle (Nozul) Temiz Tutulmalıdır

Yazıcınızın nozzle’ını temizleyerek yazıcınızın baskı kalitesinin bozulmamasını sağlamış olursunuz. Bunun nedeni, en küçük tıkanıklıkların bile katmanları yapısal olarak daha az sağlam hale getirmesi ve tüm tasarımı bozmasıdır. Tıkalı bir nozulu değerlendirmenin en iyi yolu, filaman nozülden aşağı inerken bir miktar eğri olup olmadığını görmektir. Tam olarak dümdüz şekilde inmelidir.
Eğer nozzle’da tıkanma belirtileri var ise aşağıda anlatacağım uygulayarak nozzle’ı temizleyin.
Soğuk Çekme
Soğuk çekme, nozzle’nin içindeki birikintileri ve tıkanıklıkları gidermek için harikadır. Bu işlemini gerçekleştirmek için bu kolay adımları uygulamanız yeterlidir. Öncelikle ekstruderin filamenti iten kısmını tamamen açın. (itici dişi-rulman arası)
- Nozzle’ı 200 santigrat dereceye kadar ısıtın.
- Nozuldan aktığını görene kadar filamanı itin.
- Nozzle sıcaklığını 100 Santigrata düşürün.
- Isı 100 santigrat dereceye ulaştığında, filamanı sıkı bir şekilde yukarı çekin.
- Filamentin ucu topak gibi olacak ve nozzle içinde ne varsa yukarı çekmiş olacaksınız.
Soğuk bir çekiş için olan tek şey bu. Nozulun temiz olduğundan emin olmak için bunu en az üç kez yapmanızı öneririm. Her seferinde çektiğiniz kısmı koparın.
Bildiğiniz üzere extruderin sağlıklı çalıştığını anlamak için kalibrasyon da yapmalıyız. Kalibrasyonu nasıl yapacağınız aşağı linkteki yazımızda detaylı şekilde anlatılmıştır;
6. 3D Yazıcı Ürün Yazılımını Güncelleyin
3D yazıcınızı korumanın en kolay yollarından biri, ürün yazılımını her zaman güncel tutmaktır. Bir 3D yazıcı, düzgün çalışması için güncellenmesi gereken bir ev bilgisayarından farklı değildir. Yazıcının donanımıyla ilgili diğer her şey düzgün çalışıyorsa, yazılımını güncellemek gerekebilir. Kendinizden emin değilseniz, teknik servis ile iletişime geçerek yazıcınızın yazılımını yükseltebilirsiniz.
Reprap gibi yazıcılarda ise yazıcının yazılımını güncellemek sanıldığı gibi kolay değildir. Tüm parametreler, yazılımın içine tek tek elle yeniden girilmelidir.
- Ürün yazılımının güncellenmesi konusunda benim görüşüm yazıcınız bozuk değilse; yazılımı yükseltmeyi denemeyin. Bunu yapmak, yazıcınıza yaptığınız son şey olabilir.
7. Yapı(Heatbed) Yüzey Alanını Değiştirin

Yazıcının yapı yüzeyinin çizilme olasılığı vardır ve bu da 3D kreasyonların görsel görünümü üzerinde etkili olacaktır. Hatta ilerleyen zamanlarda baskının tablaya yapışmasını engelleyecektir. Tek yapmanız gereken eski bandı soyup yenisiyle değiştirmek. Bu, 3D yazıcınızın bakımını yapmanın en kolay yollarından biridir.
Her yazıcıda bant kullanılacak diye bir kural da yok. Bazı yazıcılarda değişik özelliklerde baskı yüzeyleri mevcuttur. Bunlarda bant kullanmaya gerek yoktur. Alüminyum baskı yüzeyleri de kullanıyor olabilirsiniz. Yazıcımızdan her çıktı aldığımızda onları tabladan çıkarırken çizikler, çukurlar vb. gibi yüzey deformasyonları oluştururabilirsiniz. Bu deformasyonlar ileri seviyeye ulaştığı zaman artık yapı yüzey alanını (Heatbed üstünde başka birşey yoksa direk heatbed’i) değiştirme vakti gelmiş demektir.
8. Fanları Temiz Tutun / Filtreleri Değiştirin

Sahip olduğunuz 3D yazıcının bir dış kasası var ise muhtemelen bu kasa üzerinde filtreler de olabilir. Bu filtreler zamanla tozlanır ve hava akışı azalır. Bunun bir nedeni, projelerden biri sırasında meydana gelmiş olabilecek filament dökülmesinden veya nem birikmesinden kaynaklanabilir. Bu durumda makineyi soğutmak için gerekli olan havalandırma yeterli olmayacaktır. Baskı işine devam etmenizi sağlayacağı için filtrelerin en iyi durumda çalıştığından emin olmanız gerekir.
Özellikle yazıcımızın üstünde farklı kısımlarında bulunan fanların temizliği de çok önemlidir. Örneğin extruder üzerindeki soğutucu bloğun(Heat sink) üzerindeki fan tozlardan vb. durumdan sıkışığ bozulur ve çalışmaz ise soğutucu blok ısınır ve filament ısınır, gevşer. Bu durumda motor filamenti aşağı itemez ve yazdırma başarısız olur. Yazıcı üstündeki tüm fanları küçük plastik kıllı fırça ile temizleyebilirsiniz.
Extruder filament girişinde de filamentin üstündeki tozları tutması için filtre kullanmalıyız;
 | Yandaki resimde gördüğünüz plastiğin içinde sadece bildiğimiz sünger var. Filament süngerin içinden geçerek tozlarından arınmış oluyor. Resme tıklayarak modele ulaşabilirsiniz. |
9. Kırık veya Hasarlı / Eski Parçaları Değiştirin
3D yazıcınızın yapıldığı birçok parça var. Her parçanın kendi kullanım ömrü vardır, bu da bunların zaman zaman değiştirilmesi gerektiği anlamına gelir.
Plastik parçalar, yazıcımızın birçok yerinde kullanılan parçalardır. Bu parçaları sık aralıklarla kontrol etmek önemlidir. Çatlak, kırık gibi durumlar olabilir. Bu da parçanın artık görevini yerine getiremediğinin kanıtıdır. Mutlaka yenileriyle değiştirilmelidir.
Nozul(Nozzle), yazıcının en önemli parçalarından biridir. Baskı nozulu, bir süre sonra yıpranacak ve eğer yeni filament malzemeleri kullanan projeler üzerinde çalışıyorsanız, gereğinden daha kısa sürede yıpranacaktır. Özellikle tanecikli yapılarda olan filamentler(Ahşap katkılı, metal tozu katkılı vb.) nozzle dahil neredeyse tüm extruder’i yıpratır. Standart olarak 6 ayda bir değiştirilmesi önerilir. Kullanım şartlarına göre ~3 ile 12 ay arası değiştirmek gerekir.
10. Yazıcıyı Temiz Tutun
3D yazıcınızın farklı bileşenlerini temiz tutarak onu çalışır durumda tutacak ve ömrünü uzatacaksınız. Birkaç parçanın kayabileceği ve diğer alanlarda sıkışabileceği bir durum olabilir. Bunun yazıcının çalışması üzerinde olumsuz bir etkisi olabilir. Bu, yazıcının tüm parçalarını temiz tutarak önlenebilir.
Sonunda
Yukarıda gösterilen tüm ipuçları, yazıcınıza mümkün olan en iyi şekilde bakmanızı sağlar. Bu, herhangi bir arıza olmadan yeni projeler oluşturmanıza ve 3D yazıcıyı en iyi şekilde ve durumda tutmanıza olanak tanır.
Bunların dışında çözemediğiniz durumlar için sitemizde “sorun giderme klavuzu” da mevcuttur.
Her türlü sorunuz, öneriniz veya şikayetiniz için iletişim bölümünü ve direk sayfanın altındaki yotum kısmını kullanabilirsiniz.
Umarım işinize yarar.






")



{kind=link}
merhabalar öncelikle böyle bir site hazırladığınız için çok tesekkür ederim p3steel yazıcımla bir problem yasıyorum yardımcı olabilirmisiniz
Tabi ki. Sorunu buraya yazarsanız, incelerim.