



")



3D Yazıcı Marlin Extruder Ayar ve Kalibrasyonu
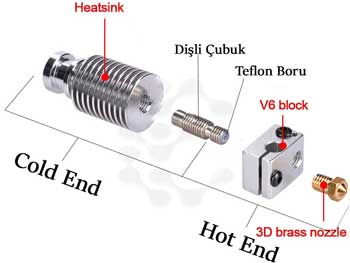
Marlin extruder kalibrasyonu. Extruder iki kısımdan oluşur. Hot End ve Cold End. Çok farklı türde extruder marka ve modelleri mevcut. Bu yüzden hangi tür extruder kulandığımızı bilmemiz gerekir. Cold End dediğimiz kısım; filamenti nozüle besleyen kısımdır. Bunun içinde motor da bulunur. Hot end ise nozülün bulunduğu ve filamentin çıktığı kısımdır. Kısacası Hot End kısmının üstü Cold end’dir. Extruder’ımızda bu iki bileşenin özelliklerini bilmezsek ayar ve kalibrasyon yapamayız.
Buradaki mantık şudur: Motor, ucundaki çark ile direk veya mekanizmalı bir şekilde filamenti tutar ve aşağı doğru iter. Nozülün bulunduğu kısım içi boş bir dişli çubuk ile soğutucuya bağlıdır. Filament buradan geçer, sıcak nozülden çıkar ve son olarak eriyik haldedir. Cold End kısmında bir fan olur ve bu fan extruder çalıştığı süre boyunca çalışarak nozül sıcaklığının yukarıya ulaşmamasını engeller. Böylece filament rahatca teflon tüpden geçip sadece nozül bölgesinde erimiş olur.
Ben burada Marlin yazılımından en bilindik bir kaç extruder üzerinden ayar ve kalibrasyon yapmayı anlatacağım.Öncelikle en popüler Cold End‘ler ile başlayalım:
- Greg’s Hinged Extruder (İlk Prusa modellerinde kullanılıyordu. Prusa Mendel)
- Greg’s Wade Reloaded (Aktif olarak kullanılıyor. Hobbed Bolt iticisi var.)
- MK8 Direct Drive (Aktif olarak kullanılıyor.MK8 Çelik dişli itici var.)
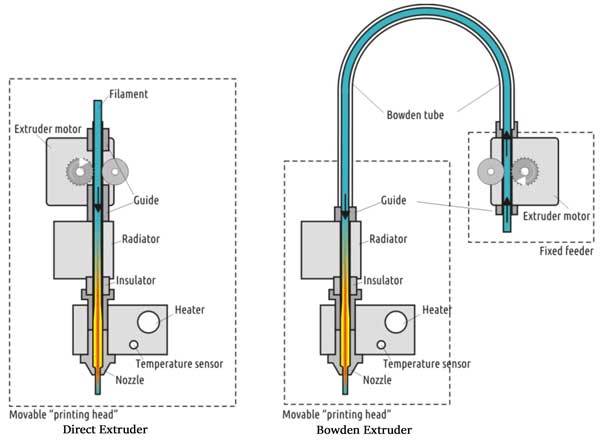
Yukarıdaki bahsettiğim Cold End’ler açık kaynak olduğu için 3d yazıcı yapımcıları tarafından kendilerine özel modifiye edilerek daha bir çok model oluşturulmuştur. Ama mantık aynıdır. Bunlar direkt sürücü olarak sınıflandırılırlar. Motor(sürücü) kısmı ile Hot End aynı yerdedir. Bir de Bowden Extruder çeşidi vardır. Bundaki tek fark motor sabit bir yerdedir. Motor filamenti PTFE teflon hortum ile Hot End’e kadar sürer. Başka bir yazımızda Bowden extruderi detaylı şekilde inceleyeceğiz.
Hot End olarak da en popüler E3D V6 Hot End kullanılıyor. Bunlara da “J-Head” deniliyor. Hot End’lerin de çok çeşidi var. Mesela soğutucu blok kısmını E3D olarak alt nozül kısmını başka bir model olarak çeşitli kombinler yapabilirsiniz.
Extruder doğru şekilde çalışıyorsa; motordan doğru uzunlukta/miktarda filament sürmesini bekleriz. Aynı zamanda baskı yapılırken nozülün de sabit sıcaklıkla kalmasını bekleriz. Bunların nasıl yapılacağından bahsedeceğim.

Extruder Cold End Kalibrasyonu (Filament Sürücü Kalibrasyonu)-(Marlin extruder kalibrasyonu)
Öncelikle Motorun doğru miktarda filament sürmesini nasıl sağlarız ? En popüler extruder olan Greg’s Wade Reloaded çeşidi ile nasıl yapıldığını anlatayım. Bu extruder filamenti Hobbed Bolt adı verilen M8lik bir civatanın üzerinde 7mm çapında ve içinde tırtıklar bulunan kısmı ile tutar ve iter. Hobbed Bolt ise bir Dişliye bağlıdır. Bu dişli de motorda takılı olan diğer dişliyle senkronizedir. Aşağıda Marlin yazımındaki step ayarları var. En sondaki(152) extruder için olan.
#define DEFAULT_AXIS_STEPS_PER_UNIT { 100, 100, 4000, 152 }Peki nasıl hesaplanır?


(Devir Başına Motor Adımları * Motor Derecesi) * Ekstruder Dişli Oranı / (Sıkıştırma Tekerleği Çapı * π)
Eğer böyle yapmak kafanızı karıştırıyorsa daha basit bir yöntem var. O da yine formülle hesaplanıyor. Marlin yazılımınında yukarıdaki belirttiğim kodda(152) kısmında başka bir değer olabilir. Bu şekilde yazılımı yükledik ve yazıcıyı çalıştırdık.
Extruder’da filamentimiz takılıyken bir cd kalemi ve kumpas ile 100 mm ölçüp işaret koyduk. Herhangi bir kontrol yazılımıyla yazıcıyı bilgisayara bağladık.(Repetier host, Pronterface .. .) Extruder i ısıttık. Bilgisayardaki yazılımdan extruderden 100mm çıkart seçeneğine tıkladığımızda. Filament aşağı doğru çekilecek ve işaretlediğimiz yer aşağı doğru kayacak. Motor durduğunda, filamentin etrudere giriş kısmına bir işaret daha koyduk.
Şimdi ilk işaret 100mm yukarıdaydı. Biz 100mm git dedik ve filament aşağıya doğru 86mm gitti farzedelim. Bunu düzeltmek için de;
Eski değer * Gitmesi Gereken / Gerçekte Giden = Yeni Değer
152 * 100 / 86 = 176.74418
Yeni değeri eskisiyle değiştiriyoruz ve artık biz 100mm git dediğimizde tam 100mm gidecektir.
#define DEFAULT_AXIS_STEPS_PER_UNIT { 100, 100, 4000, 176.744 }Bu kalibrasyonları videolu olarak da anlatacağım. Mekanik kalibrasyon bitti.

Bilindik bir kaç extruder steps değeri;
// MK8 Çelik Dişli
200 steps/rev and 1/16th. microstepping: 200 * 16 / 21 ~= 152
// Classic Wade with a 39:11 gear ratio
(200 * 16) * (39 / 11) / (7 * 3.14159) = 515.91048
// Gregstruder with a 51:11 gear ratio
(200 * 16) * (51 / 11) / (7 * 3.14159) = 674.65217
// Gregstruder with a 43:10 gear ratio
(200 * 16) * (43 / 10) / (7 * 3.14159) = 625.70681
// MK7 Direct Drive with 2engineers 50:1 planetary gear motor
(48 * 16) * (50 / 1) / (10.56 * 3.14159) = 1157.49147
// AndrewBCN Ultimate Greg's Wade's Geared Extruder (thing:961630) on RAMPs
(200 * 16) * (45 / 11) / (7 * 3.14159) = 595.280818
// RepRapPro Mendel Mini Extruder on RAMPs
(200 * 16) * (61 / 13) / (7 * 3.14159) = 682.79
Extruder PID kalibrasyonu (Sabit Isı Kalibrasyonu)
Herşeyden önce Marlin yazılımı kurulumunda aşağıdaki listeden extruder’ın üzerindeki termistör çeşidine göre seçiminizi yaptığınızdan emin olun. Hiç ayar yapmazsanız “1” seçili olacak.
//=========================================================================== //============================= Thermal Settings ============================ //=========================================================================== /** * --NORMAL IS 4.7kohm PULLUP!-- 1kohm pullup can be used on hotend sensor, *using correct resistor and table * * Temperature sensors available: * * -5 : PT100 / PT1000 with MAX31865 (only for sensors 0-1) * -3 : thermocouple with MAX31855 (only for sensors 0-1) * -2 : thermocouple with MAX6675 (only for sensors 0-1) * -4 : thermocouple with AD8495 * -1 : thermocouple with AD595 * 0 : not used * 1 : 100k thermistor - best choice for EPCOS 100k (4.7k pullup) * 331 : (3.3V scaled thermistor 1 table) * 2 : 200k thermistor - ATC Semitec 204GT-2 (4.7k pullup) * 3 : Mendel-parts thermistor (4.7k pullup) * 4 : 10k thermistor !! do not use it for a hotend. *It gives bad resolution at high temp. !! * 5 : 100K thermistor - ATC Semitec 104GT-2/104NT-4-R025H42G *(Used in ParCan & J-Head) (4.7k pullup) * 501 : 100K Zonestar (Tronxy X3A) Thermistor * 512 : 100k RPW-Ultra hotend thermistor (4.7k pullup) * 6 : 100k EPCOS - Not as accurate as table 1 *(created using a fluke thermocouple) (4.7k pullup) * 7 : 100k Honeywell thermistor 135-104LAG-J01 (4.7k pullup) * 71 : 100k Honeywell thermistor 135-104LAF-J01 (4.7k pullup) * 8 : 100k 0603 SMD Vishay NTCS0603E3104FXT (4.7k pullup) * 9 : 100k GE Sensing AL03006-58.2K-97-G1 (4.7k pullup) * 10 : 100k RS thermistor 198-961 (4.7k pullup) * 11 : 100k beta 3950 1% thermistor (4.7k pullup) * 12 : 100k 0603 SMD Vishay NTCS0603E3104FXT (4.7k pullup) *(calibrated for Makibox hot bed) * 13 : 100k Hisens 3950 1% up to 300°C for hotend *"Simple ONE " & "Hotend "All In ONE" * 15 : 100k thermistor calibration for JGAurora A5 hotend * 18 : ATC Semitec 204GT-2 (4.7k pullup) Dagoma.Fr - MKS_Base_DKU001327 * 20 : Pt100 with circuit in the Ultimainboard V2.x * 201 : Pt100 with circuit in Overlord, similar to Ultimainboard V2.x * 60 : 100k Maker's Tool Works Kapton Bed Thermistor beta=3950 * 61 : 100k Formbot / Vivedino 3950 350C thermistor 4.7k pullup * 66 : 4.7M High Temperature thermistor from Dyze Design * 67 : 450C thermistor from SliceEngineering * 70 : the 100K thermistor found in the bq Hephestos 2 * 75 : 100k Generic Silicon Heat Pad with NTC 100K MGB18-104F39050L32 * 99 : 100k thermistor with a 10K pull-up resistor *(found on some Wanhao i3 machines) * * 1k ohm pullup tables - This is atypical, and requires changing out the *4.7k pullup for 1k. (but gives greater accuracy and more stable PID) * 51 : 100k thermistor - EPCOS (1k pullup) * 52 : 200k thermistor - ATC Semitec 204GT-2 (1k pullup) * 55 : 100k thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (1k pullup) * * 1047 : Pt1000 with 4k7 pullup * 1010 : Pt1000 with 1k pullup (non standard) * 147 : Pt100 with 4k7 pullup * 110 : Pt100 with 1k pullup (non standard) * * 1000 : Custom - Specify parameters in Configuration_adv.h * * Use these for Testing or Development purposes. NEVER for production machine. * 998 : Dummy Table that ALWAYS reads 25°C or the temperature defined below. * 999 : Dummy Table that ALWAYS reads 100°C or the temperature defined below. */ #define TEMP_SENSOR_0 11 #define TEMP_SENSOR_1 0 #define TEMP_SENSOR_2 0 #define TEMP_SENSOR_3 0 #define TEMP_SENSOR_4 0 #define TEMP_SENSOR_5 0 #define TEMP_SENSOR_BED 11 #define TEMP_SENSOR_CHAMBER 0
Extruder için #define TEMP_SENSOR_0 11 seçimini yaptım. Çünki bu benim termistör çeşidim. (11 : 100k beta 3950 1% thermistor (4.7k pullup)) Sizdeki extruder’da yukarıdaki termistörlerden hangisi var ise 11 yerine onun kodunu yazacaksınız.
Şimdi nozül sabit ısı kalibrasyonu yani PID ayarı yapacağız. Buradaki yapacağımız ayarla pürüzsüz temiz çıktı alırken, yazıcımızın elektronik kartını gereğinden fazla yormamış olacağız.
PID nedir? PID(Proportional Integral Derivative) Oransal-İntegral-Türevsel DenetleyiciKontrol Döngüsü Yöntemi anlamına gelir. Kısaca bir PID denetleyici sürekli olarak bir hata değerini, yani amaçlanan sistem durumu ile mevcut sistem durumu arasındaki farkı hesaplar.
Hotend PID Autotune
M303 E0 S200 C8 //8 defa 200 derece sıcaklıkta ölçüm yap.
Yukarıdaki kodu yazıcıya gönderdiğimiz zaman yazıcı kendi kendine 8 kere extruderi 200 derecede ısıtacak ve gerekli hesaplamaları yapacak. Hesaplamar bittikten sonra yazıcı bilgisayardaki yazılıma şöyle bir sonuç çıkartacak.
#define DEFAULT_Kp 19.98 #define DEFAULT_Ki 1.44 #define DEFAULT_Kd 69.15
Bu değerleri kopyalayıp Marlin içerisindeki “PID Settings” yazan başlık altındaki eski değerler ile değiştireceğiz.
Artık extruderimiz tamamen hatasız ve stabil çalışabilir. Tabi diğer etkenleri saymazsak. Doğru sıcaklık, yazma hızı, z kalibrasyonu .. .. gibi birçok etken var.
Extruder ile Bed(Sıcak Tabla) arasında da bir kalibrasyon var. Bu hem Z hem BED hem de Extruder ile alakalı olduğu için X Y Z kalibrasyon yazımızda paylaşacağım.
Tüm görüş, öneri ve sorunlarınızı aşağıya yorum bırakarak paylaşabilirsiniz.
Not: Sayfa kopyalanamaz. Tüm hakları saklıdır. Sadece link ile yönlendirme yapılabilir.









, Çeşitleri Nelerdir?")


{kind=link}